拉拔机安全操作规程
发布日期:2024-12-31 15:10
第1步:打开拉拔机开关,如图1所示。
第2步:前期准备
1.保证拉拔液充足(水箱拉拔液三分之一及以上)
(拉拔液长时间不用拉拔前需要搅动)(拉拔液配比 纯拉拔液:水为1:2),如图2所示。
2.插上电源后,抽水泵启动,喷出口喷出拉拔液,如图3所示。(拉拔液粘稠,流出口不易流动,待拉拔液没过流出口后需要用手捏流出管数次,直到拉拔液能够自己流回水箱,否则拉拔液溢出)

图1

图2

图3
3.轧尖
轧尖分两种:棒材和管材
棒材轧尖:直接从轧尖机适宜的道口开始进行一端轧尖,棒材一端口径变小后然后转至下一道口,一般两、三道口就行,轧尖的部分在5~10cm左右(管材和棒材一般不短于25cm)
管材轧尖:需先将铅板经剪板机剪成一指粗左右的铅条,然后通过轧尖机多道次挤压成略小于管材直径的圆铅条作为堵头,剪成数段塞入管材两端(管材内有填充,只有两端中空)(大直径管材可以用多条铅条填充,单铅条一般7~8cm左右,不超过10cm,填充不可太紧,要和填充物留有少量间隙),填充好堵头后管材按照棒材一样进行轧尖(管材两端轧尖,过模具的一端轧尖程度较大,另一端轧尖程度较小)
注:出于安全考虑,轧尖一般用倒转,如图4所示。
4.放入模具
模具直径按大小排好(每道次减径不能过大,否则材料会断),首道次为略小于管材或棒材直径的模具,将此模具经拉拔液浸润后放入模具孔中,注意模具的前后方向。
第3步:拉拔
拉拔一般由两人操作。一人将已轧尖的材料轧尖一侧从模具孔中穿过并简单固定,调整喷出口使拉拔液全程落到材料身上,起到润滑效果;另一人通过导轨推动小车,双手从箭头方向用力,使夹口夹住材料的轧尖部分,如图5所示。夹紧后,转动握把,卡勾落下,勾住链条,如图6所示。

图4

图5
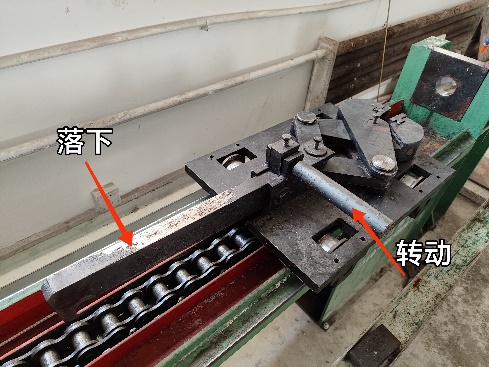
图6
上述完成后,按下绿色启动键,如图7所示,链条转动,拉拔开始。(拉拔速度不能太快,否则材料会拉断,可通过调速旋钮进行调速)

图7
待材料完全从模具通过后,按下红色停止键。将已完成的模具敲下来,换下一道次的模具,如此往复数次,直到合适的尺寸。(若轧尖部分不适应直径更小的模具,再单独进行轧尖)
第4步:清理
完成拉拔后,模具取下并用布蘸取酒精擦拭放好;将拉拔液倒入水箱中盖好,拔下水泵插头;关好电箱里的拉拔机开关;锁门。